

1. Hvad er krympning?
Krympning er processen med at påføre tryk på ledningens og terminalens kontaktområde for at danne det og opnå en tæt forbindelse.
2. Krav til krympning
Giver en uadskillelig, langvarig og pålidelig elektrisk og mekanisk forbindelse mellem krympeterminaler og ledere.
Krympningen skal være nem at fremstille og bearbejde.
3. Fordele ved krympning:
1. Den krympestruktur, der er egnet til et specifikt tråddiameterområde og materialetykkelse, kan bestemmes ved beregning
2. Den kan kun bruges til krympning med forskellige tråddiametre ved at justere krympehøjden
3. Lave omkostninger opnået gennem kontinuerlig prægeproduktion
4. Automatisering af pressemaskiner
5. Stabil ydeevne i barske miljøer
4. Tre elementer i krympning
Tråd:
1. Den valgte ledningsdiameter opfylder kravene til krympeterminalens anvendelighed
2. Afisoleringen opfylder kravene (længden er passende, belægningen er ikke beskadiget, og enden er ikke revnet og forgrenet)

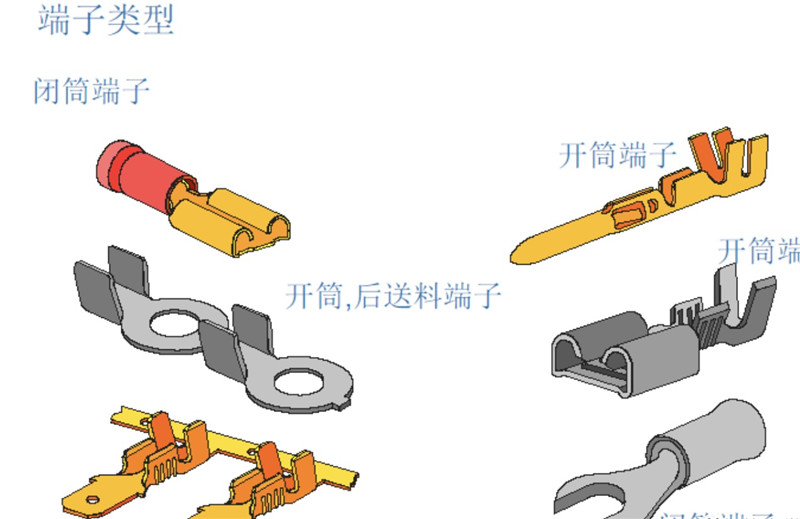
2. Terminal
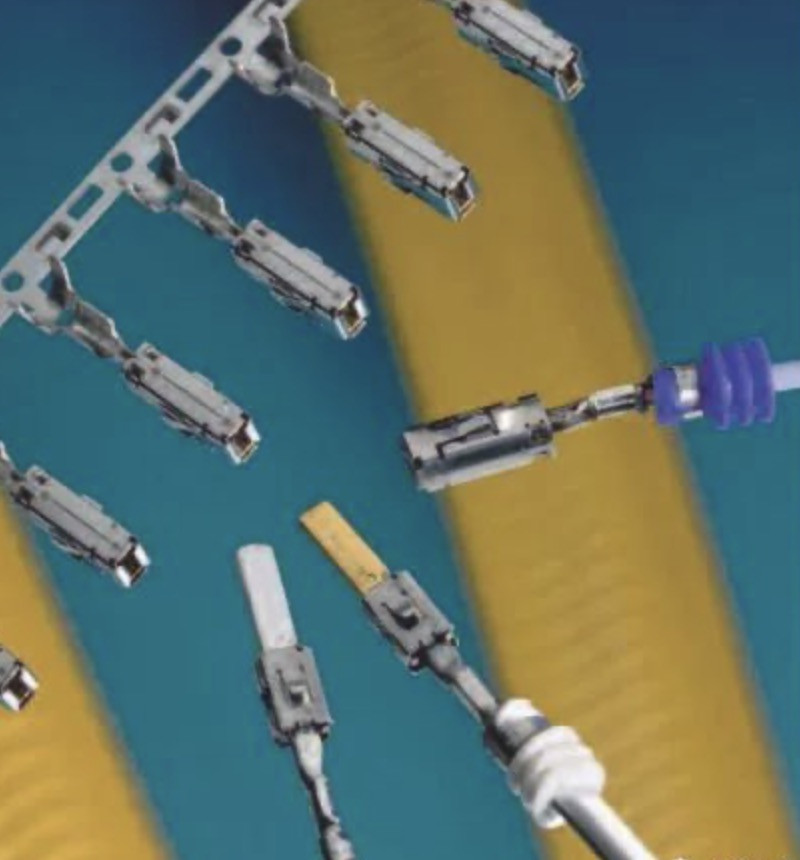

Forberedelse af presse: Valg af terminal
Forberedelse af presse: Krav til afisolering
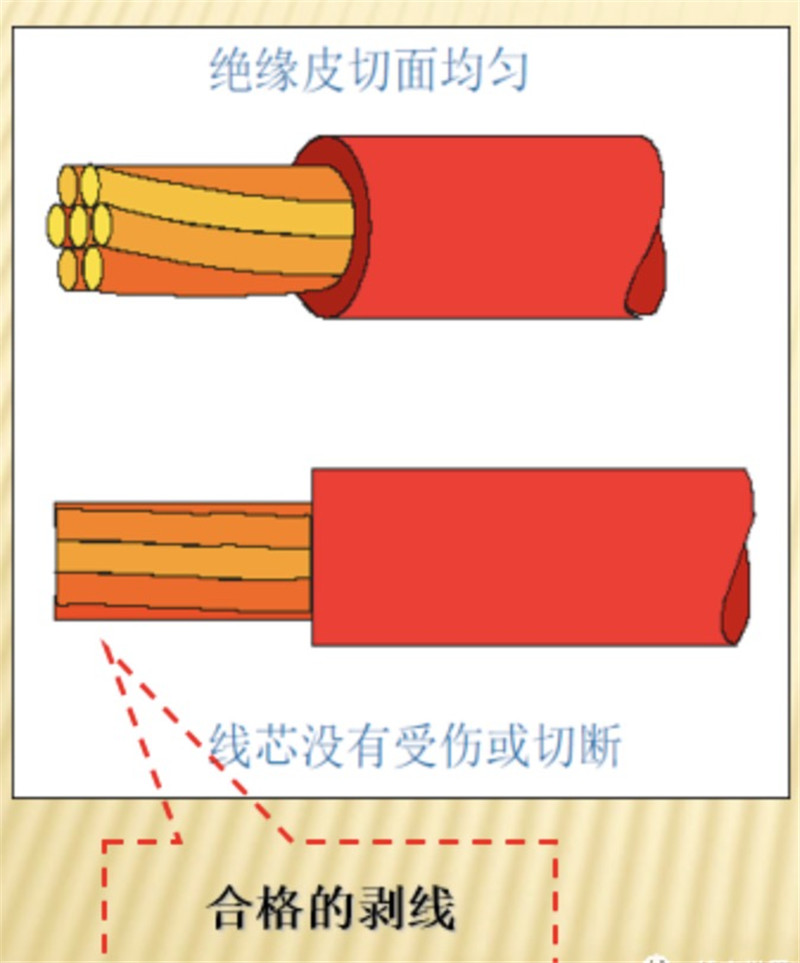
Afisolering af ledninger bør være opmærksom på følgende generelle krav
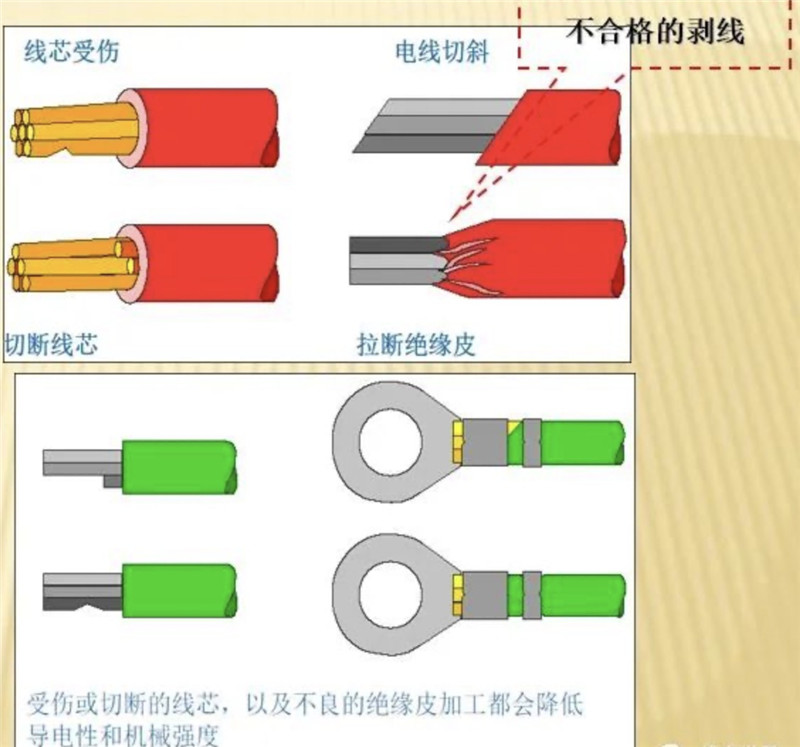
1. Ledere (0,5 mm2 og derunder, og antallet af tråde er mindre end eller lig med 7 kerner), må ikke beskadiges eller overskæres;
2. Ledere (0,5 mm2 til 6,0 mm2, og antallet af tråde er større end 7 kerner), kernerne er beskadigede, eller antallet af overskårne tråde er ikke mere end 6,25 %;
3. For ledninger (over 6 mm2) er kernetråden beskadiget, eller antallet af overskårne ledninger er ikke mere end 10 %;
4. Isoleringen i det afisoleringsfri område må ikke beskadiges
5. Resterende isolering er ikke tilladt i det afisolerede område.
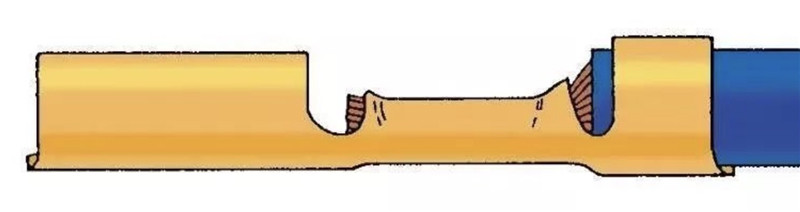
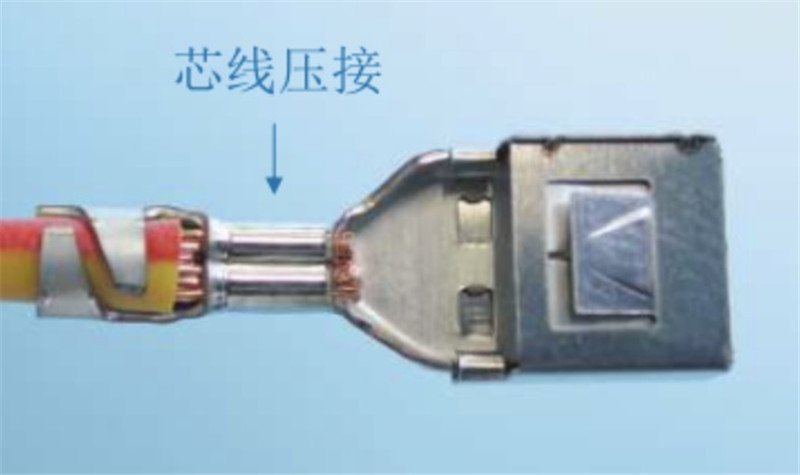
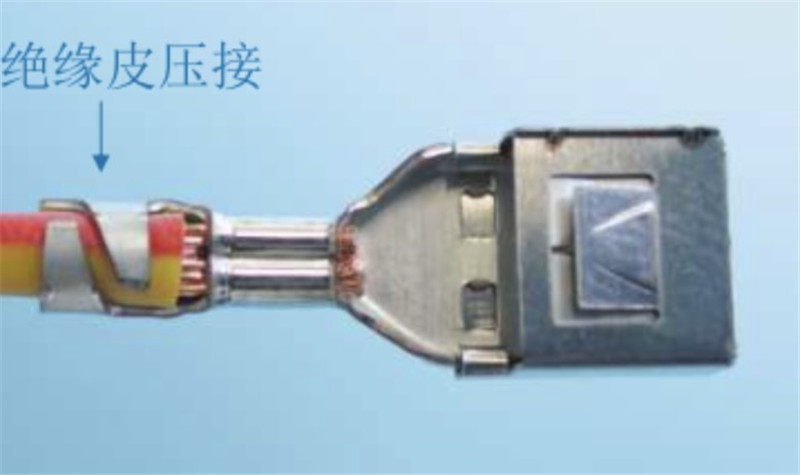
5. Krympning af kernetråd og isolering
1. Der er visse forskelle mellem kernetrådskrympning og isoleringskrympning:
2. Krympning af kernetråd sikrer en god forbindelse mellem terminalen og ledningen
3. Isoleringskrimpning er for at reducere virkningen af vibrationer og bevægelse på kernetrådskrimpning
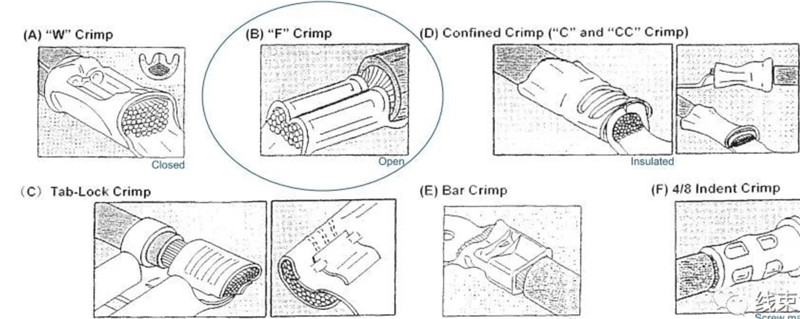
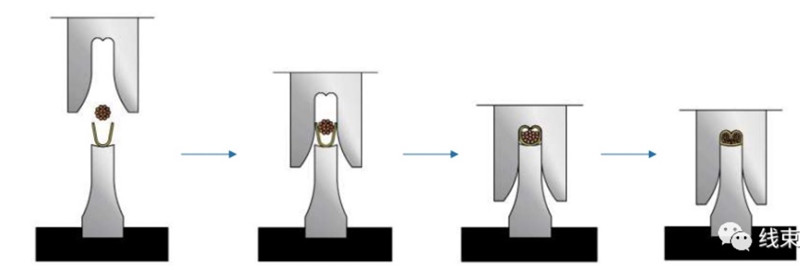
6. Krympeproces
1. Krympetangen åbnes, terminalen placeres på den nederste kniv, og ledningen føres på plads manuelt eller med mekanisk udstyr.
2. Den øverste kniv bevæger sig ned for at presse tråden ind i løbet
3. Pakkerøret bøjes med den øvre kniv, krympes og formes
4. Den indstillede pressehøjde garanterer pressekvaliteten
Opslagstidspunkt: 4. juli 2023